
Place of Origin:
China
Brand Name:
Rps-sonic
Certification:
CE
Model Number:
Rps-H15-91
Contact Us


Introduction:
abs plastic products are smaller than 210mm square products. With suitable ultrasonic welding line, the seal and strength of the product can be effectively guaranteed. Ultrasonic welding principle: The generator generates 20KHZ (15KHZ or 40KHZ) high-voltage and high-frequency signals. The signal is converted into high-frequency mechanical vibration by the energy conversion system. The friction between molecules causes the stability at the interface to rise. When the melting point of the workpiece is stabilized, the workpiece interface is rapidly melted, and then the gap between the interfaces is filled. When the vibration stops, the workpiece is under a certain pressure at the same time. Cool and shape to achieve perfect welding.
ABS plastic Chemical name: acrylonitrile-butadiene-styrene copolymer
English name: Acrylonitrile Butadiene Styrene
Specific gravity: 1.05 g / cm3 Molding shrinkage: 0.4-0.7%
Molding temperature: 200-240 ° C Drying conditions: 80-90 ° C 2 hours Working temperature: -50 ~ + 70 ° C
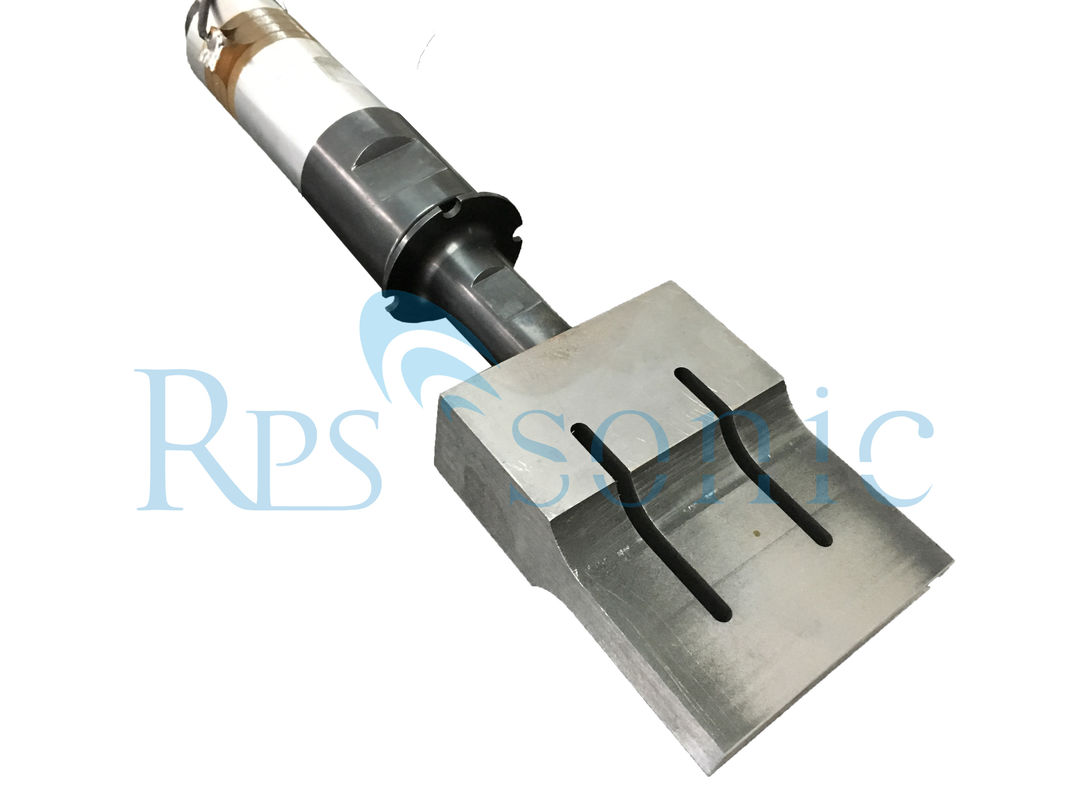
Parameter:
| Item | parameter |
| Frequency | 20Khz |
| Welding area | 180*20MM |
| Material | Alumium alloy |
| Connect screw | 3/8-20unf |
Why RPS-SONIC HORN:
1. Every horn will be designed by FEA system , so that to confirm the End face of the ultrasonic horn with uniform force
2. All ultrasonic horns with three months warranty.
3. Specialized in high power ultrasonic for more than ten years
4. Every ultrasonic horn with 24hours old testing before shipment.
5. Good packing, no packing problem during the 10 years exporting business.
6. Every customer will get purchase records and there are certain rewards after accumulation
Service and shipment
ABS features:
1. Comprehensive performance, high impact strength, chemical stability, and good electrical properties.
2. Good fusion with 372 plexiglass, made of two-color plastic parts, and can be chrome-plated and spray-painted.
3, there are high impact, high heat resistance, flame retardant, enhanced, transparent and other levels.
4. The fluidity is a little worse than HIPS, better than PMMA, PC, etc., and has good flexibility.
Uses: Suitable for making general mechanical parts, wear-reducing parts, transmission parts and telecommunication parts.
ABS molding characteristics:
1. Amorphous material, medium fluidity, high moisture absorption, must be fully dried, and plastic parts that require gloss on the surface must be preheated and dried for 80-90 degrees for 3 hours.
2. Should take high material temperature and high mold temperature, but the material temperature is too high and easy to decompose (decomposition temperature is> 270 degrees). For plastic parts with higher accuracy, the mold temperature should be 50-60 degrees, for high gloss. For thermoplastic parts, the mold temperature should be 60-80 degrees.
3. To solve the problem of water entrapment, it is necessary to improve the fluidity of the material, adopt high material temperature, high mold temperature, or change the water level.
4. If forming heat-resistant or flame-resistant materials, the plastic surface of the mold will remain after 3-7 days of production, which will cause the surface of the mold to be shiny, and the mold must be cleaned in time. At the same time, the exhaust surface of the mold must be increased.
![]()
![]()
Send your inquiry directly to us


