
Place of Origin:
China
Brand Name:
Rps-sonic
Certification:
CE
Model Number:
DS20
Contact Us
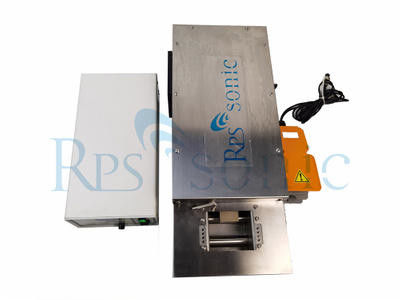


20khz Fluxless Soldering Ultrasonic Soldering Pot for Wire Tinning System
![]()
We offer a variety of methods to acoustically activate molten metal. Another popular method is to immerse a Power Probe's Wear-Tip directly into the molten material. The ultrasonic energy will remove dissolved gases and enhance grain structure refinement. The Permendur Power Probe offers the ability to acoustically activate molten metal in continuous or batch casting operations.
Ultrasonic soldering is used to join materials with either a metallurgical or mechanical bond.
A metallurgical bond is formed when the oxide from the base metal is removed through ultrasonic cavitation and implosion in the solder. The solder then comes in to contact with the base metal and the ionic attraction between the two forms a bond. A tin or lead solder bonded to copper is an example of this.
A mechanical bond usually involves no oxide on the base material. The cavitation and implosion in the solder create forces that agitate the materials and form an interlocking mechanical bond.
Coating a ceramic with solder is an example of this process.
When to use Ultrasonic Soldering
There are two main reasons for using Ultrasonic Soldering:
1. To eliminate the need for flux in the soldering process
2. To apply solder to ceramics and similar materials
The advantages of removing flux from the process are that there is no need for post-process
cleaning and wicking caused by surface tension from the flux is removed. Eliminating post-process
cleaning has the obvious benefit of cost saving for both the process and the flux itself. The benefit of
eliminating wicking is that the solder coating on the base material can be better controlled.
Whatever it is you are soldering, you should 'tin' both contacts before you attempt to solder them. This coats or fills the wires or connector contacts with solder so you can easily melt them together.
To tin a wire, apply the tip of your iron to the wire for a second or two, then apply the solder to the wire. The solder should flow freely onto the wire and coat it (if it's stranded wire the solder should flow into it, and fill the wire). You may need to snip the end off afterwards, particularly if you have put a little too much solder on and it has formed a little ball at the end of the wire.
Be careful not to overheat the wire, as the insulation will start to melt. On cheaper cable the insulation can 'shrink back' if heated too much, and expose more copper core that you intended. You can cut the wire back after you have tinned it, but it's best simply not to over heat it.
The larger the copper core, the longer it will take to heat up enough to draw the solder in, so use a higher temperature soldering iron for larger cables if you can.
To tin a contact on an audio XLR connector, hold the iron on the outside of the the contact for a second or two, then apply the solder into the cavity of the contact. Once again, the solder should flow freely and fill the contact. Connectors such as jacks have contacts that are just holes in a flat part of the connector. To tin these you put your iron on it, and apply the solder to where the iron is touching. The solder should flow and cover the hole.
Once you have tinned both parts, you are ready to solder them together.
![]()
| Model No. | RPS-DS20 | |
| Ultrasonic Frequency | 20Khz | |
| Maximum Output | 1000 Watt | |
| Temperature Range | 150 ~ 400 °C | |
| Power Supply | 220V / 50-60 Hz | |
| Ultrasonic Generator | Size | 250(W) x 310(L) x 135(H) mm |
| Weight | 5 Kg | |
| Feature | Ultrasonic Amplitude Adjustable | |
| Pot dimension | 20*15cm | |
| Avail Soldering Matrial | ITO Glass, AL, Mo, Cu etc., | |
![]()
Aluminum components
Ferrite components
Glass components
Silicon wafers
Ceramic components
Semiconductor chips
Metals etc
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Send your inquiry directly to us


