
Place of Origin:
China
Brand Name:
Rps-sonic
Certification:
CE
Model Number:
Rps-H15-250
Contact Us
Parameter:
| Item | parameter |
| Frequency | 15Khz |
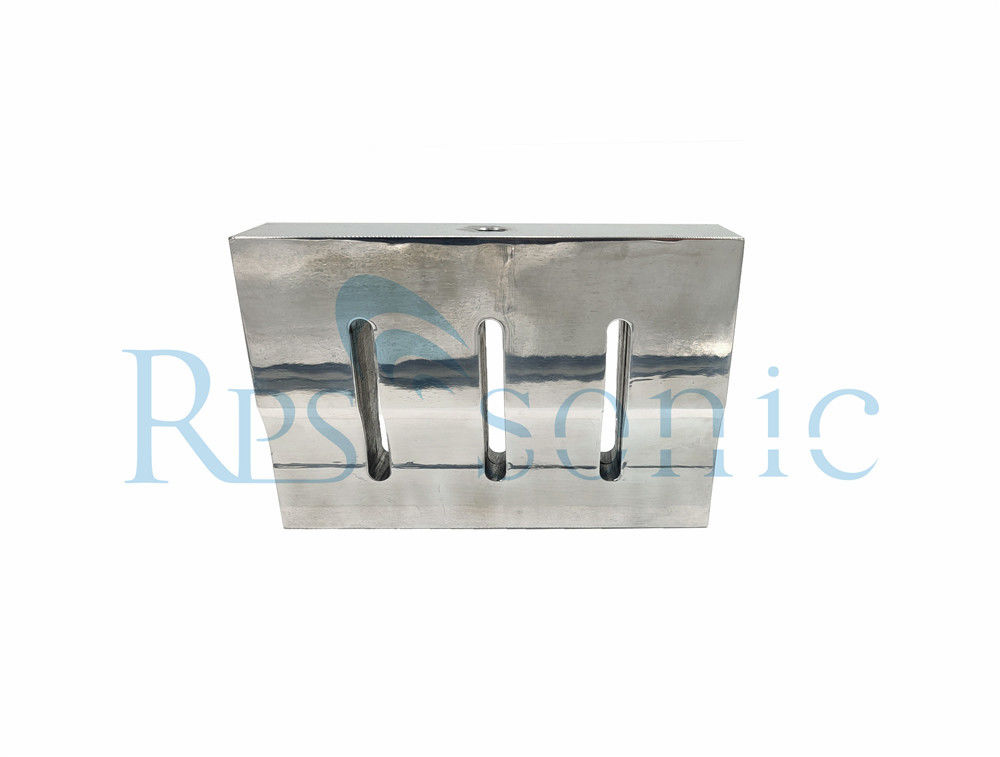
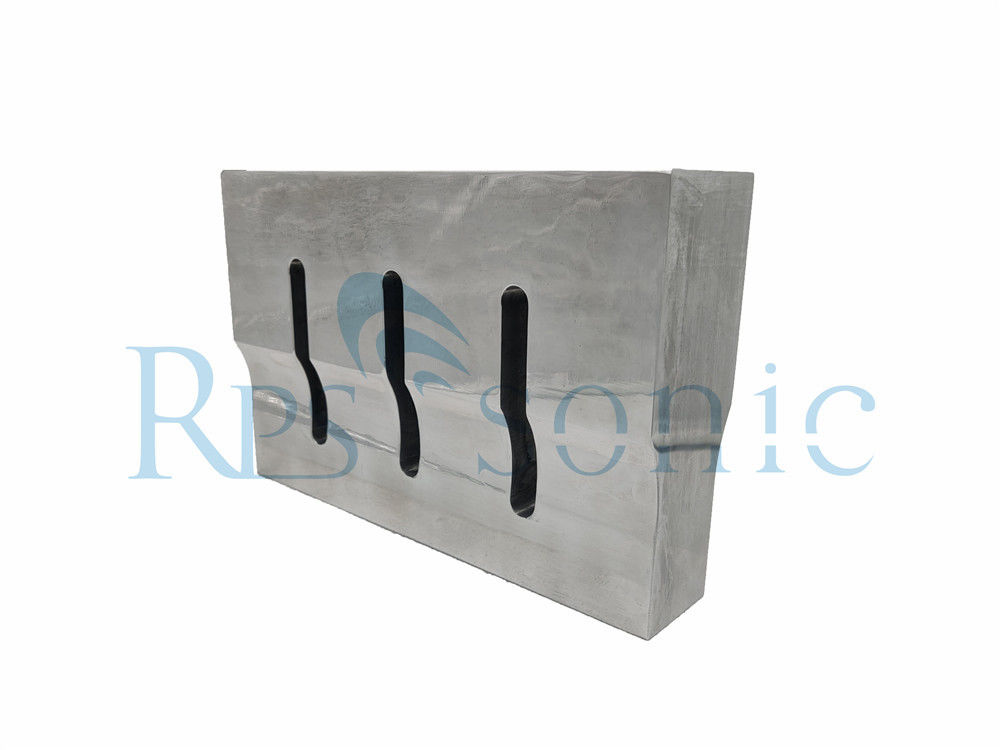
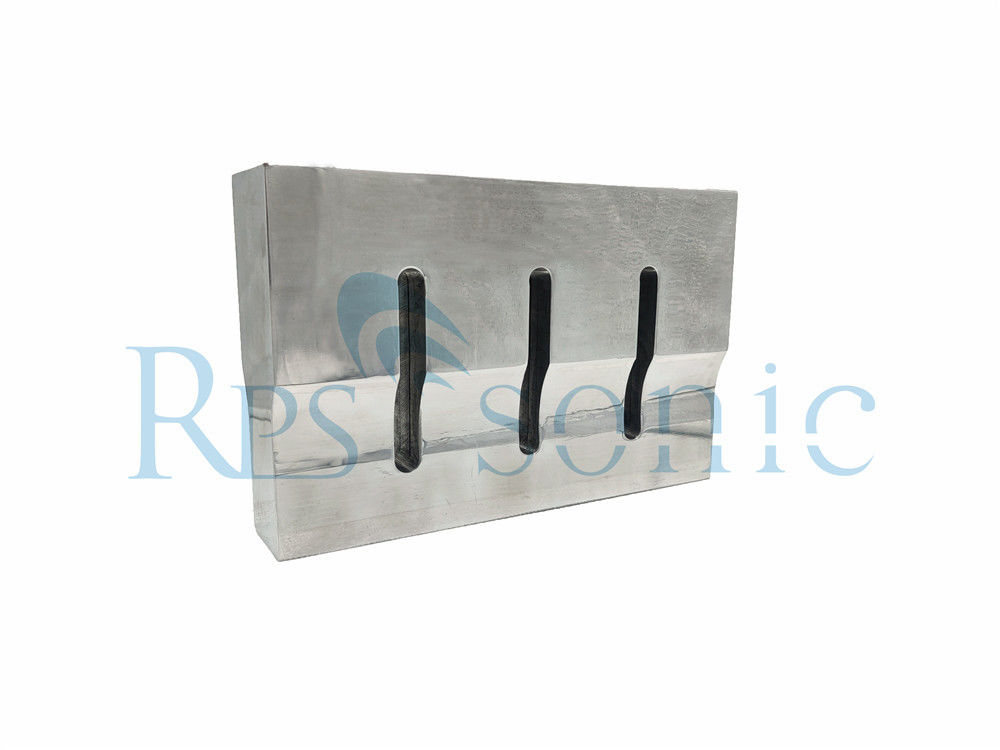
| Welding area | 250*44mm |
| Material | Alumium alloy |
| Connect screw | 1/2-20 |
Introduction:
How does an Ultrasonic welder work? An Ultrasonic welder is a machine that uses kinetic energy from vibrations to heat and melt plastic together. The basic process comes down to a vibration frequency, measured in hertz, directing energy onto a section of the 2 parts you want to weld together.
The parts that are being welded are placed between the nest (commonly known as the anvil) and the sonotrode (commonly known as the horn). Both the horn and the nest is usually made from aluminium or titanium. The sonotrode is the connected to a transducer which emits the acoustic vibration. This vibration flows from the transducer, down the horn, and onto the part that is being welded. The frequency of the vibration can range from 15kHz all the way up to 70kHz.
The part design is usually critically. That part that contacts the horn, usually has a triangular lip that is protruding from the face that is being welded. The other part, that is contact with the nest, is held still and has a small groove that meets the protruding lip on the other part. The energy is concentrated into this lip, which is then heated and melted by the vibrations, and at a certain point this lips’ structure collapses and fills the groove with molten plastic.
Therefore, the ultrasonic horn is the part that directly works with the weldment, and the design of the ultrasonic horn affects the welding effect of the weldment. At the same time, the ultrasonic horn also belongs to the consumables in the entire welding system. Generally, the transducer and the ultrasonic power supply can work for 5 to 10 years, but the ultrasonic horns is available for several months to several years according to different working conditions.
The main issues for ultrasonic welding horn:
1) Uneven amplitude across the face of the horn was causing a weak weld at both ends of the seal area and
2) The horns were cracking and had to be replaced at an unacceptable rate .
Both of these problems are caused by the uneven force on the cross section of the horn. The horn received too much ultrasonic power at a point, which caused cracking. At the same time, too much energy gathers at one point, resulting in insufficient capacity of other parts, low output, and uneven welding. How to effectively avoid this problem requires us to work hard when designing. Using the FEA analyzer, finite element analysis is performed when the horn is designed, and the force on the tool head section can be clearly known. The uniform and strong force on the horn section is the ideal state. as the picture shows:
![]()
Information required for quoting and designing an ultrasonic welding horn
If you are in need of a quote for an ultrasonic welding horn for a new application, here are a few key pieces of information that will be required by an ultrasonic horn manufacturer in order to provide you with an accurate quotation for the ultrasonic tooling:
Why RPS-SONIC HORN:
1. Every horn will be designed by FEA system , so that to confirm the End face of the ultrasonic horn with uniform force
2. All ultrasonic horns with three months warranty.
3. Specialized in high power ultrasonic for more than ten years
4. Every ultrasonic horn with 24hours old testing before shipment.
5. Good packing, no packing problem during the 10 years exporting business.
6. Every customer will get purchase records and there are certain rewards after accumulation
Service and shipment
![]()
Send your inquiry directly to us


