
Place of Origin:
China
Brand Name:
Rps-sonic
Certification:
CE
Model Number:
Rps-H35S
Contact Us


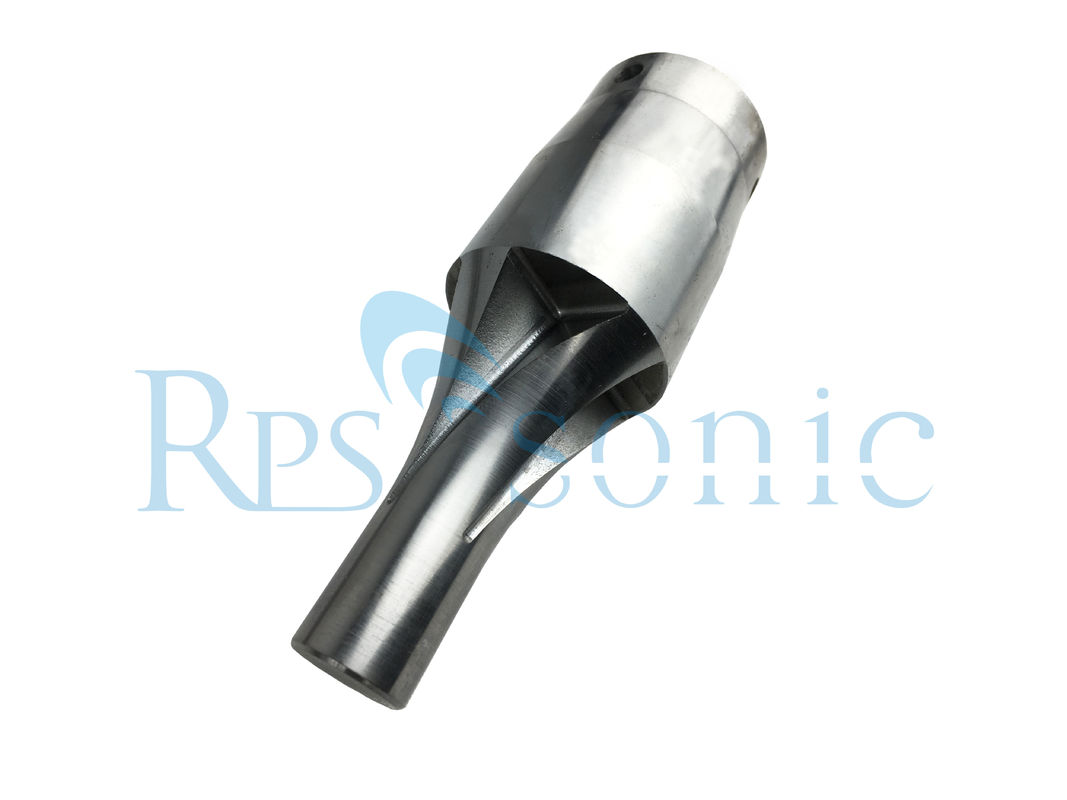
Introduction:
| type | ultrasonic welding horn |
| frequency | 15Khz ~70khz |
| power | 500watt |
| power supply | AC220v |
| Application | For ultrasonic welding/cutting saeling |
| Material | Titanium alloy, aluminum alloy, steel |
Design is a very important part of the ultrasonic welding horn producing process. There are many ultrasonic horn suppliers and customers in China that produce ultrasonic welding horns by themselves, but a considerable part of them are copied, and then the horns are continuously modified and tested. Repeated adjustment will helps make the horn and equipment frequency coordination,and will cause some unnecessary trouble. By using the finite element method, Mingyang mold engineers can determine the frequency when designing the horn. The manufactured horn test result is less than 1% of the design frequency. At the same time, the concept of DFSS (Design For Six Sigma) was introduced to optimize and robust design of ultrasonic horns. The concept of 6-Sigma design is to fully collect customer voices in the design process for targeted design; and to consider possible deviations in the production process in advance to ensure that the quality of the final product is distributed within a reasonable level. Starting from the development of design indicators, the structure and appearance dimensions of the horn are preliminarily designed based on the existing experience, and a parametric model is established in ANSYS. Then, the important parameters in the model are determined by the simulation experiment design (DOE) method. Value, and then sub-problem optimization for other parameters. Considering the influence of materials and environmental parameters in the manufacturing and using process of the horn, tolerance design is also performed to meet the requirements of manufacturing cost. Finally, manufacturing, testing and verifying the theoretical design and actual errors to meet the design indicators that are delivered. The following is a detailed introduction step by step.
Why RPS-SONIC HORN:
1. Every horn will be designed by FEA system , so that to confirm the End face of the ultrasonic horn with uniform force
2. All ultrasonic horns with three months warranty.
3. Specialized in high power ultrasonic for more than ten years
4. Every ultrasonic horn with 24hours old testing before shipment.
5. Good packing, no packing problem during the 10 years exporting business.
6. Every customer will get purchase records and there are certain rewards after accumulation
Service and shipment
How to test the horn?
The ultrasonic welding machine of any company has a center frequency, such as 20KHz, 15KHZ, 30KHZ, 40 KHz, etc. The working frequency of the ultrasonic welding machine is mainly composed of an ultrasonic transducer (Transducer), an ultrasonic horn (Booster), and a welding horn. The mechanical resonance frequency is determined. The frequency of the generator is adjusted according to the mechanical resonance frequency to achieve uniformity, so that the welding horn works in the resonance state, and each part is designed as a half-wavelength resonance body.
At present, the ultrasonic vibration system generally used is a λ / 2 resonance system, that is, a half-wavelength resonance system. Therefore, the design is also based on λ / 2, which can be used as 1λ, 1λ / 2, 2λ, 2λ2 ,,. In theory, under the condition that the system power can promote the welding horn, the welding horn can be designed as long as it is a multiple of λ / 2, so we can also call this type of welding horn a λ / 2 resonance welding horn.
Ultrasonic Impedance analyzer
The device is installed on the ultrasonic transducer&booster , and the output line is connected to the impedance analyzer, and then the frequency range is searched. The lowest impedance and good waveform are the resonance frequency. At the test frequency of the impedance analyzer, the frequency and vibration state of the welding horn can be accurately seen; and the search frequency range can be set. For newly developed ones, the shape and height cannot be judged at the initial test frequency, which can help designers Understanding the vibration state and frequency, it is an indispensable test method for the research and test of welding horns.
![]()
![]()
Send your inquiry directly to us


