
Place of Origin:
China
Brand Name:
Rps-sonic
Certification:
CE
Model Number:
Rps-H210
Contact Us

Parameter:
| Item | parameter |
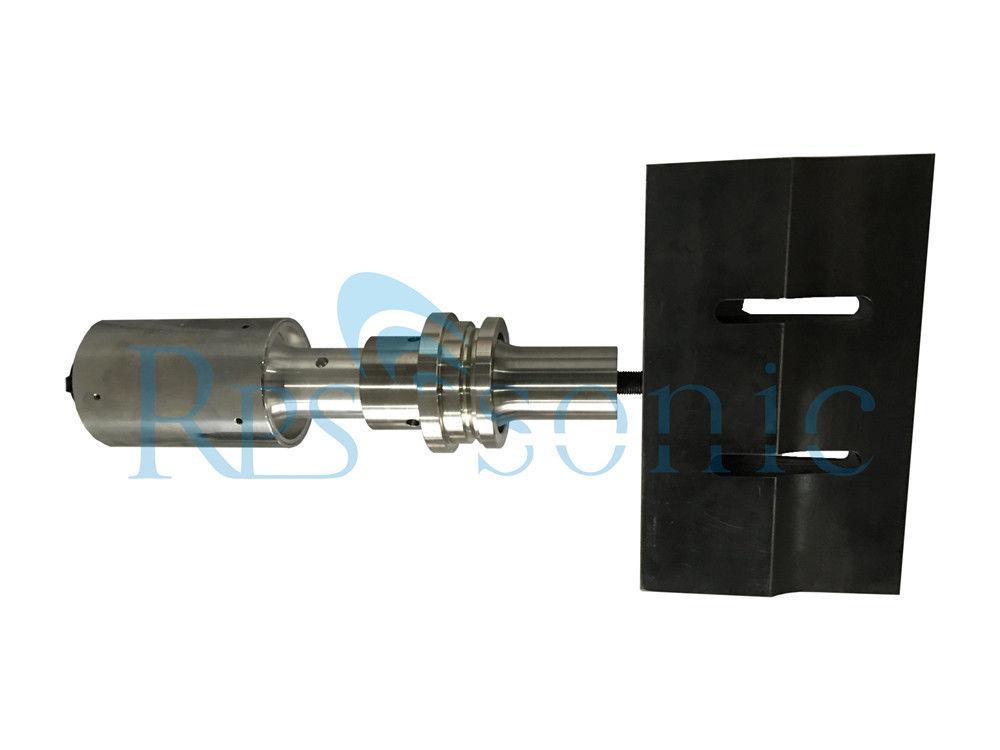
| Frequency | 20Khz |
| Welding area | 210*25mm |
| Material | Alumium alloy |
| Connect screw | 1/2-20unf |
Design requirements, installation and commissioning of ultrasonic welding machine fixtures and welding horns
1 The ultrasonic welding machine fixture itself should preferably surround the bottom and surroundings of the parts to be welded, in order to provide better support, and avoid the parts from shifting / shaking due to vibration during the welding process.
2 The placement position of the parts of the ultrasonic fixture, the shape of its contact surface should be completely fit with the surface of the part, to avoid the appearance of the finished product after welding due to the gap between the two fusion parts.
3 In order to extend the service life of the fixture and avoid scratches on the finished product, the fixture itself should preferably be polished or chromated in contact with the welded parts.
1 The production of welding horns is best undertaken by the welding machine manufacturer in use, because its design has a considerable correlation with the position of the resonance point of the machine, which affects the welding energy generated by ultrasonic waves.
2 The size of the joint between the welding horn and the part should be consistent with the outer dimension of the part or be designed with a size smaller than (3 ~ 5%), to avoid problems such as warping / overflow of the finished product after welding
3 In order to extend the service life of the welding horn, its surface can be chromate treated.
Ultrasonic welding jig, welding horn and machine debugging
1 Completely release the “air pressure” in the machine (turn the knob to “0”), so as to perform the progressive positioning of Horn and Nest.
2 Select the appropriate Booster (Gold / Silver / Black) according to the characteristics of the product, and then screw it and Horn into the groove above the machine. (The cover panel is to be screwed on)
3 Temporarily fix the Nest to the base with fixing blocks and screws, so that it can be adjusted manually.
4 Place the part to be welded in Nest, and pull down Horn to see if its contact surface can completely fit the part welding surface? (If not, you can position by rotating the azimuth angle of Horn and adjusting the Nest position)
5 After the positioning is completed, fully tighten the cover panel / fixing block and screws.At this point, you can start the setting and operation of the welding conditions of the machine itself.
Why RPS-SONIC HORN:
1. Every horn will be designed by FEA system , so that to confirm the End face of the ultrasonic horn with uniform force
2. All ultrasonic horns with three months warranty.
3. Specialized in high power ultrasonic for more than ten years
4. Every ultrasonic horn with 24hours old testing before shipment.
5. Good packing, no packing problem during the 10 years exporting business.
6. Every customer will get purchase records and there are certain rewards after accumulation
Service and shipment
![]()
Send your inquiry directly to us


