
Place of Origin:
China
Brand Name:
Rps-sonic
Certification:
CE
Model Number:
RPS-W15
Contact Us


Parameter
| Frequency | Power | Working distance | Input voltage | Air pressure | System language |
| 15Khz | 2500W/3000W/4000W | 75mm/100mm | 220V or 110v | 0.2-0.8Mpa | English/Chinese |
| 20Khz | 2000W/3000W | 75mm | 220V or 110v | 0.2-0.8Mpa | English/Chinese |
| 30Khz | 1000W | 75mm | 220V or 110v | 0.2-0.8Mpa | English/Chinese |
| 35Khz | 1000W | 75mm | 220V or 110v | 0.2-0.8Mpa | English/Chinese |
| 40Khz | 800W | 75mm | 220V or 110v | 0.2-0.8Mpa | English/Chinese |
Description
Ultrasonic welding is a high-tech technology for welding thermoplastic products. All kinds of thermoplastic rubber parts can be processed by ultrasonic welding without adding solvents, adhesives or other auxiliary products. Its advantages are to increase productivity by multiple times, reduce costs, improve product quality and safe production.
The principle of ultrasonic plastic welding is that a generator generates 20KHZ (or 15KHZ) high-voltage and high-frequency signals, and converts the signals into high-frequency mechanical vibrations through the energy conversion system. The signals are applied to the plastic workpiece and pass through the surface of the workpiece and internal molecular parts The friction causes the temperature of the transfer to the interface to rise. When the temperature reaches the melting point of the workpiece itself, the interface of the workpiece melts quickly, and then fills the gap between the interfaces. When the vibration stops, the workpiece is cooled and set under a certain pressure at the same time. Welding is achieved.
When ultrasonic waves act on the thermoplastic plastic contact surface, it will produce tens of thousands of high-frequency vibrations per second. This kind of high-frequency vibration with a certain amplitude will transmit the ultrasonic energy to the welding area through the upper weldment. Because the welding area is two The acoustic resistance at the interface of each welding is large, so local high temperature will be generated. In addition, due to the poor thermal conductivity of the plastic, it cannot be distributed in time for a while, and it gathers in the welding area, causing the contact surface of the two plastics to melt rapidly, and after a certain pressure is applied, they are fused into one. When the ultrasonic stops, let the pressure continue for a few seconds to make it solidify and shape, thus forming a strong molecular chain, achieving the purpose of welding, and the welding strength can be close to the strength of the raw material. The quality of ultrasonic plastic welding depends on three factors: the amplitude of the transducer's welding head, the applied pressure and the welding time. The welding time and welding head pressure can be adjusted, and the amplitude is determined by the transducer and the horn. There is an appropriate value for the interaction of these three quantities. When the energy exceeds the appropriate value, the melting amount of the plastic is large and the welded material is easy to deform; if the energy is small, it is not easy to weld firmly, and the applied pressure cannot be too large. This pressure is the product of the side length of the welded part and the pressure per 1 mm of the edge.
Features
Using microcomputer control system, the machine is stable and reliable;
Frequency automatic compensation circuit
Piezoelectric ceramic transducer, strong and stable output
The whole machine adopts a motor electric lifting system, which is convenient to adjust;
The welding head level adjustable structure is adopted, which is convenient for mold adjustment;
Adopt square column and dovetail groove structure, so that the position of the machine is not suitable to shift, and the positioning is accurate
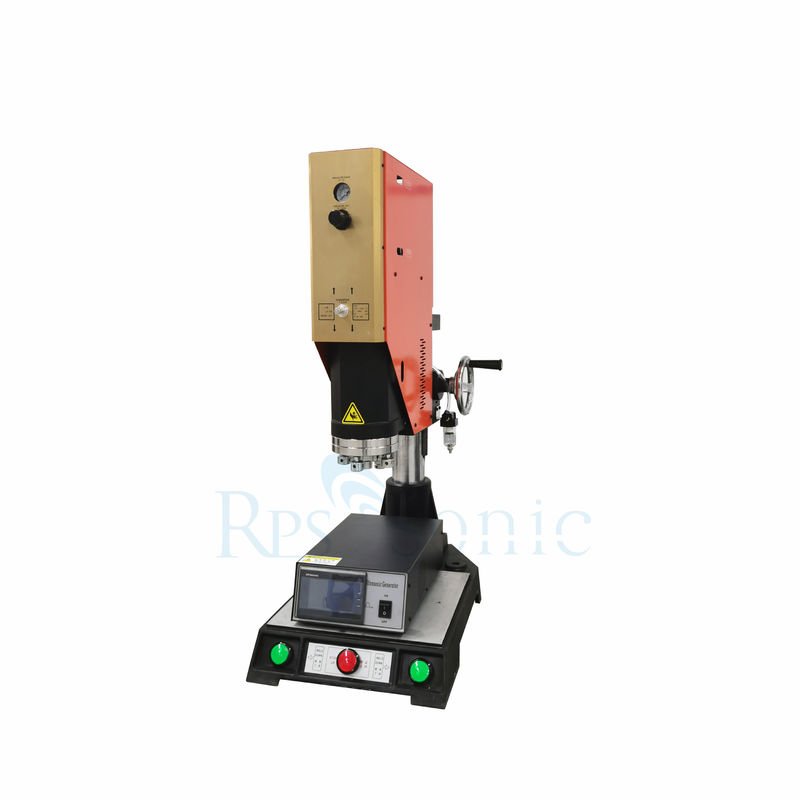
Pictures
![]()
Send your inquiry directly to us


